Purpose Built Computers: A Different Approach to Industrial Computers
Building a complete, computer-connected application is no small undertaking. Balancing factors and requirements like project budget, operating environment, remote access, security, and support for legacy devices can be overwhelming, to say the least. As engineers and builders ourselves, we know firsthand how complex selecting the right system can be. In this post, we want to take you on a behind-the-scenes journey through the development of our latest system, the ML350, and share how our purpose-built computers philosophy makes finding the right system as easy as shopping on Amazon.
Why We Built The ML350
The ML350 was born out of a desire to create an economical and efficient fanless industrial machine. It features the most connection options while being housed in the smallest footprint possible. There’s a lot of competing parameters at play there, but building with you, our end-user, in mind, we started with designing a motherboard that would bring these features together in one industrially tough (and dare we say, elegant) enclosure.

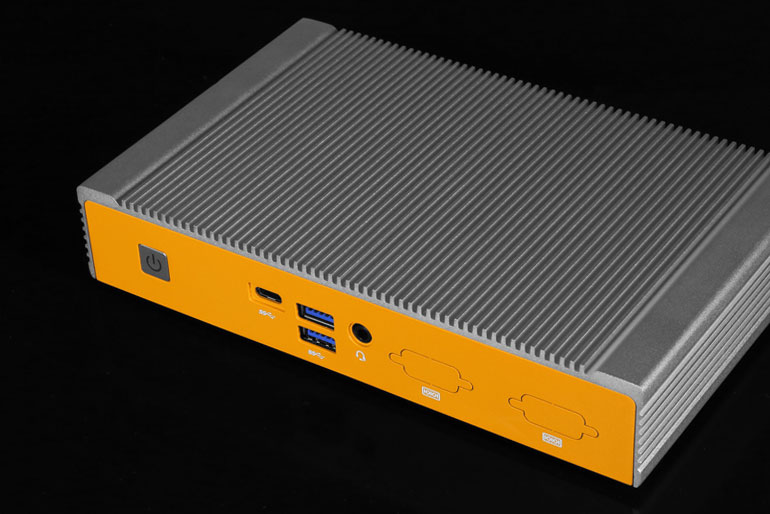
Industrial meets elegance with the ML350.
Many commercial and industrial hardware options are over-designed to fit a range of different configurations, cases, and industry requirements. Many manufacturers, including OnLogic, have often been stuck building their systems around someone else’s needs.
We wanted to challenge that notion, and instead designed a motherboard that was purpose-built to match the industrial requirements of our customers. Our Engineering, Product Management, and Sales Team brought together their collective expertise and experience to inform what features actually mattered to the people we serve.
By listening to the feedback given by our internal teams, and the partners we’ve been working with over the past decade, we heard loud and clear that expansion, connectivity, compactness, and price were the most important factors in a general-purpose industrial computer.
Enter The ML350 Motherboards: The OnLogic EXM161 and EXM162
The result was nothing short of amazing. The EXM161 and EXM162 motherboards inside the ML350, which we designed in-house specifically for this system, combine efficient Intel® Apollo Lake processing with three full-height expansion bays and a trove of diverse connection options that give it the chameleon-esque ability to blend seamlessly into a variety of applications, all within a diminutive 196 x 36.75 x 120.8mm footprint.

The EXM161 and EXM162 motherboards were purpose-built to suit the ML350.
The Apollo Lake generation of processors was chosen for its balance of efficiency, processing power, and economical price point. The reality is that most industrial applications don’t need bleeding-edge performance; they instead require stability and efficiency. And when you’re deploying tens or hundreds of units, we know that cost is an important factor (and so does your budget). Apollo Lake has proven itself to be a capable processor. Its dual and quad-core offerings give you the power to choose how much “oomph” you need, making it the perfect choice for the ML350.
Built To Be Customized: Expansion, CAN & CEC Functionality
One of the unique aspects of this system is its expansion bay. Understanding the need for customizability, we were able to squeeze two full-height mini PCIe slots and one mSATA slot onto the board, which allows for an incredible amount of flexibility for a computer this size, without sacrificing thermal performance or I/O real estate. This expandability lets you decide whether you want WiFi/Bluetooth, 4G LTE connectivity, redundant solid state storage, or CAN bus expansion based on what you need.

Our ML350 packs two PCIe Mini Card slots and one MSATA slot in a compact form factor.
But, we were far from finished. To complement the internal expansion, we included a total of seven USB ports – three USB 3.0 on the front and four USB 2.0 on the back. To make it even more customizable, we included the option for two COM ports and dual Gb LAN, but only if you need it. The ML350 also has two DisplayPorts that can drive dual independent 4K displays thanks to Intel 500 Series HD graphics.
But we still weren’t done! We wanted to make this an accessible system that could be adapted to any number of uses. To add functionality beyond what we included on the motherboard, we’ve developed modular functionality that can further expand the system’s capabilities.
For example, the ML350 can be configured with advanced multi-CEC capabilities, which allows you to drive and control multiple displays directly through the PC (look for more about CEC in a future post). This makes it a fantastic option as a digital signage player. It makes turning your systems on and off much easier when it’s embedded in a hard to reach location. We also have some exciting new modular functionality in the works, so keep an eye out for future developments that will expand the ML350’s capabilities even further!
Built To Last: Fanless & Long Lifecycle
Aside from all the technical specifications, there are also the engineering and design requirements that can be just as important when deciding on a system. One of the biggest challenges we’ve heard from customers who have used other industrial hardware is that their systems fail due to dust and other debris getting sucked into the system through its ventilation holes. A fanned computer just can’t survive long in environments subject to airborne particulate.
That’s why we wrap all of our industrial systems, including the ML350, in our Hardshell™ Fanless Technology. These extruded or cast aluminum chassis are thermally engineered to dissipate heat, allowing for a completely fanless, solid-state operation that grants the system ingress protection from dirt, dust, and other debris (the major threats to fanned PCs). This solid-state design also lets you mount the system just about anywhere, in any orientation via DIN rail, VESA, or wall-mount.
We also know that product life cycle is important to our industrial customers. This is why, as the manufacturer of the motherboard, we offer a standard 5-year lifecycle. Integrating a solution that you know will last not just from a reliability standpoint, but also in terms of availability takes the stress out of product selection. And when it’s finally time to upgrade, you know the next generation will fit just as easily as the last.
We want your application to succeed. Which is why we make reliability a primary focus with our team of Field Application Engineers. They test our hardware in every configurable way to ensure stability and compatibility. No system leaves our building without passing our proprietary “Marathon” testing protocol.
Note that this video was recorded before the Logic Supply name was changed to OnLogic.
Your Unique Hardware, Quickly: Custom Branding & Short Lead Times
There are times when our integrators need a custom OEM look for their systems. We designed the ML350 in a way that can easily be branded with your colors and logo to create something you’re excited to showcase. To make it easy, our design team works with you through our Custom Branding program to get you a system that looks as good as it performs.
We’re also keenly aware that your application can’t just sit idle because of long lead times. Our vertically integrated production allows us to get your systems out the door in 3-5 days. And because we’re located in North America and Europe, we can serve you wherever you are.
The ML350 was an exciting system to create, in part because it empowered us to do something different. What’s really exciting, though, is how builders will be using the ML350 to power their innovations. Learn more below about the ML350 and how it can fit into your application. We recomend reaching out to one of our System Experts for a free hardware consultation. We can’t wait to see how you use the ML350!
Get the Latest Tech Updates
Subscribe to our newsletters to get updates from OnLogic delivered straight to your inbox. News and insights from our team of experts are just a click away. Hit the button to head to our subscription page.
Share
About the Author: OnLogic
More Articles
OnLogic Industrial Computers
Discover OnLogic's multitude of industrial computers that will help you to advance your IoT project



Learn more at OnLogic.com
OnLogic Industrial PCs: Designed to last. Built to order. Delivered in days. Visit our online store at OnLogic.com